

以下是:异型钢管厂家送货及时的产品参数异型钢管厂家送货及时,亚华钢管有限公司为您提供异型钢管厂家送货及时,联系人:胡经理,电话:15066480076、15066480076,QQ:1050645133,请联系亚华钢管有限公司,发货地:汇通物流园C区303发货到陕西省 延安市 宝塔区、延长县、延川县、子长市、安塞区、志丹县、吴起县、甘泉县、富县、洛川县、宜川县、黄龙县、黄陵县。 陕西省,延安市 延安市,简称“延”,陕西省辖地级市、省域副中心城市,位于陕西省北部,地处黄河中游,黄土高原的中南地区,省会西安以北371千米。北连榆林,南接关中咸阳、铜川、渭南三市,东隔黄河与山西临汾、吕梁相望,西邻甘肃庆阳,总面积3.7万平方千米。截至2022年10月,延安市下辖2个市辖区、10个县、代管1个县级市。截至2022年末,延安市常住人口226.76万人。
不要满足于简单的文字描述,点击我们的异型钢管厂家送货及时产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
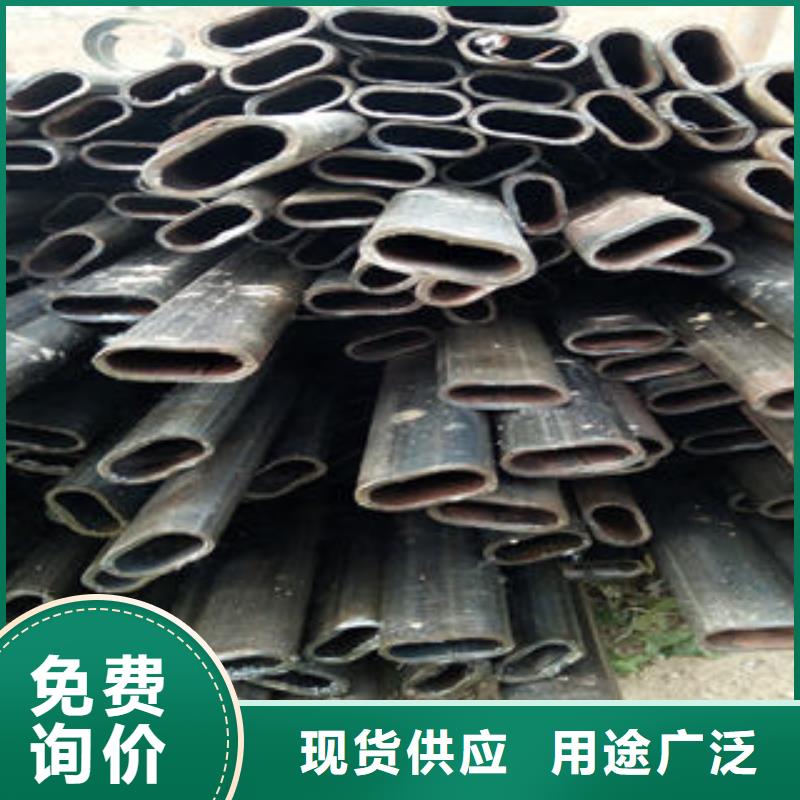
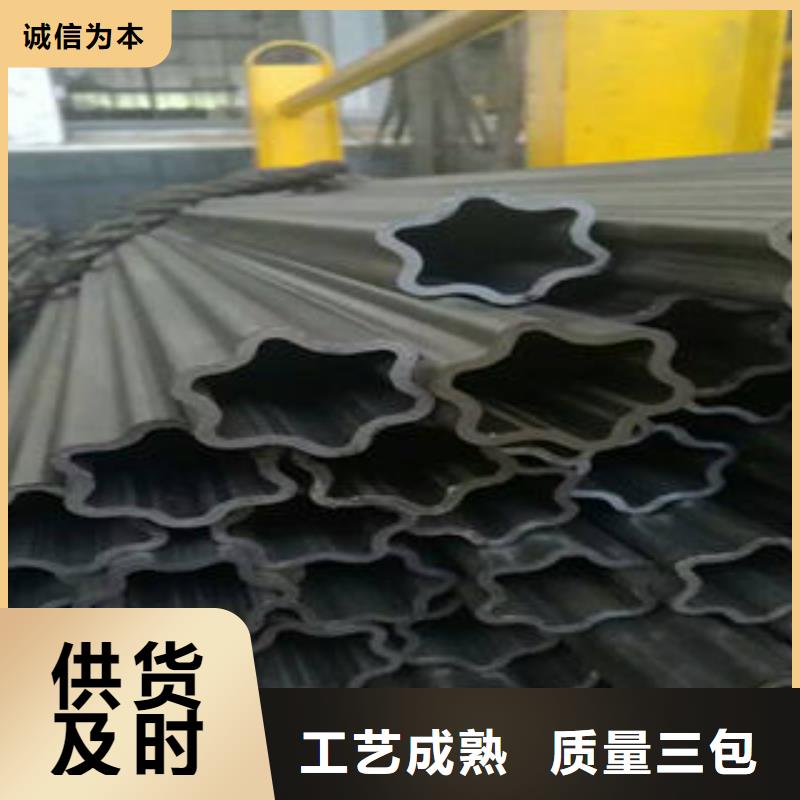
以下是:异型钢管厂家送货及时的图文介绍
提高异型管质量的六点措施:
由于客户对管材生产质量的要求越来越高,所以我们在生产过程中应该注意以下六点措施:
(一)对于异型管进行必要的冶炼,这样就能够让钢管的压下量减少很多,并且通过轧制能够进一步的提高其质量;
(二)在生产异型管的时候要即使的把握好温度,这样才能能够保证正压的操作,同时能够防止管才的表面受到破坏;
(三)在制造异型管之后要对其进行检测,如果没有进行检测,那么我们很难能够分辨出一些质量上的问题,所以检测是必须的;
(四)对于管材要按照钢材所带有的成分和组织通过一定的标准来减少一些没有必要的杂物,同时也能够排除一些对管材造成伤害的成分;
(五)要挑选比较恰当的轧辊与一些均匀的孔型系统,这样才能够让异型管的表层比较光滑,并且对于其质量有着很大的提高,比较不会出现断裂的现象;
(六)在生产异型管的时候,为了能够提率而把一些没有做的步骤给省略了。其实这样的方法并不是真正的提率,而是在破坏钢管的质量,而连锁反应也会导致质量的减低,因此我们在生产过程中一定注意。无缝异型管制造过程中偶尔会遇到缺陷问题,如果是在表面,用视觉就能检测到,但是如果问题出在里面又该怎么办呢?常用的检测方法一般来说有磁粉检测或渗透检测两种。
磁粉检测或渗透检测可有效的发现异型管表面裂纹、折叠、重皮、发纹、针孔等表面缺陷。对于铁磁性材料、应优先采用磁粉检测法,因其具有较高的检测灵敏度;对于非铁磁性材料,如不锈钢异型管,则采用渗透检测法。
圆管造工艺|圆管的主要用途|圆管的代表材质都有哪些。圆管的规格用外形尺寸(如外径或边长)和内径及壁厚表示,其尺寸范围很广,从直径很小的毛细管到直径达数米的大圆钢管。主要用途圆管可用于管道、热工设备、机械工业、石油地质钻探、容器、化学工业和特殊用途。
折叠编辑本段制造工艺分类按生产可分为无缝圆管和焊接圆管。圆管造工艺|圆管的主要用途|圆管的代表材质都有哪些。圆管的规格用外形尺寸(如外径或边长)和内径及壁厚表示,其尺寸范围很广,从直径很小的毛细管到直径达数米的大圆钢管。
无缝钢管制造工艺管坯--检验--剥皮--检验--加热--穿孔--酸洗--修磨--风干--焊头--冷拔--固溶处理--酸洗--酸洗钝化--检验焊接钢管制造工艺带钢--检验--剪切--定尺--定性--焊接--磨平(无缝化)--定尺--检验折叠编辑本段代表材质无。
主要用途圆管可用于管道、热工设备、机械工业、石油地质钻探、容器、化学工业和特殊用途。折叠编辑本段制造工艺分类按生产可分为无缝圆管和焊接圆管。等均,未经不得、或利用其它使用上述作品。本圆管造工艺|圆管的主要用途|圆管的代表材质都有哪些。
铁素体不锈钢管焊接特点和铁素体不锈钢管焊接特点:抗氧化性能好、成本低、抗应力腐蚀开裂性能比奥氏体不锈钢强;在加热及冷却没有相变,不会产生淬火硬化;被加热到950°C以上部分(焊缝及。
铁素体不锈钢管焊接:铁素体不锈铁素体不锈钢管焊接特点和铁素体不锈钢管焊接特点:抗氧化性能好、成本低、抗应力腐蚀开裂性能比奥氏体不锈钢强;在加热及冷却没有相变,不会产生淬火硬化。
铁素体不锈钢管焊接:铁素体不锈钢的焊接焊接材料。要求焊缝金属与母材有相同的导电、导磁及力学性能和表面色泽时应使用同材质的焊材,但其熔敷金属韧性太低,添加的Al与Ti等铁素体形成元素难以有效过渡到熔池中去,故该类焊材的应用受到一定。
采用奥氏体焊接材料或镍基合金,可焊接接头的韧性,免除焊前预热和焊后热处理。焊接工艺。焊接材料与母材的化学成分相同时,须采取措施:焊前预热温度100~200℃,以使被焊材料处于韧性的状态和焊接接头的应力;随着铬含量的,预热温度也应相应。
不锈钢异型管进行MIG焊接时,应该注意以下十个要点:
(一)适合于6mm以下异型管薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。
(二)钨极从气体喷嘴突出的长度,以4-5mm为佳,,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
(三)焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
(四)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
(五)不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
(六)保护气体为氩气,当焊接电流为50-150A时氩气流量为8-10L/min,当电流为150-250A时氩气流量为12-15L/min。
(七)MIG焊接容易受到风的影响,有时风而产生气孔。所以风速在0.5m/sec以上的地方进行异型管焊接,都应当采取防风措施。
(八)采用平特性焊接电源,直流时采用反极性。
(九)为防止焊接气孔之出现,异型管的焊接部位如有铁锈、油污等务必清理干净。
(十)对接打底时,为防止底层焊道的背面被氧化,异型管背面也需要实施气体保护。
陕西延安亚华钢管有限公司生产销售 无缝钢管,还有更多 无缝钢管相关的产品参数、实时报价、市场行情等信息请阅读以下文章了解更多资料。
异型钢管厂家送货及时,亚华钢管有限公司专业从事异型钢管厂家送货及时,联系人:胡经理,电话:15066480076、15066480076,QQ:1050645133,发货地:汇通物流园C区303,以下是异型钢管厂家送货及时的详细页面。








